

 V133CR
V133CR
 海伦·维也纳V133
海伦·维也纳V133
 海伦·维也纳V120
海伦·维也纳V120
 海伦·维也纳V123
海伦·维也纳V123
 海伦·维也纳V126
海伦·维也纳V126
 海伦·维也纳V126C
海伦·维也纳V126C
 海伦·维也纳V123C
海伦·维也纳V123C
 海伦·维也纳V128
海伦·维也纳V128
 海伦·维也纳VD3
海伦·维也纳VD3
 海伦·维也纳VD6
海伦·维也纳VD6

<
>
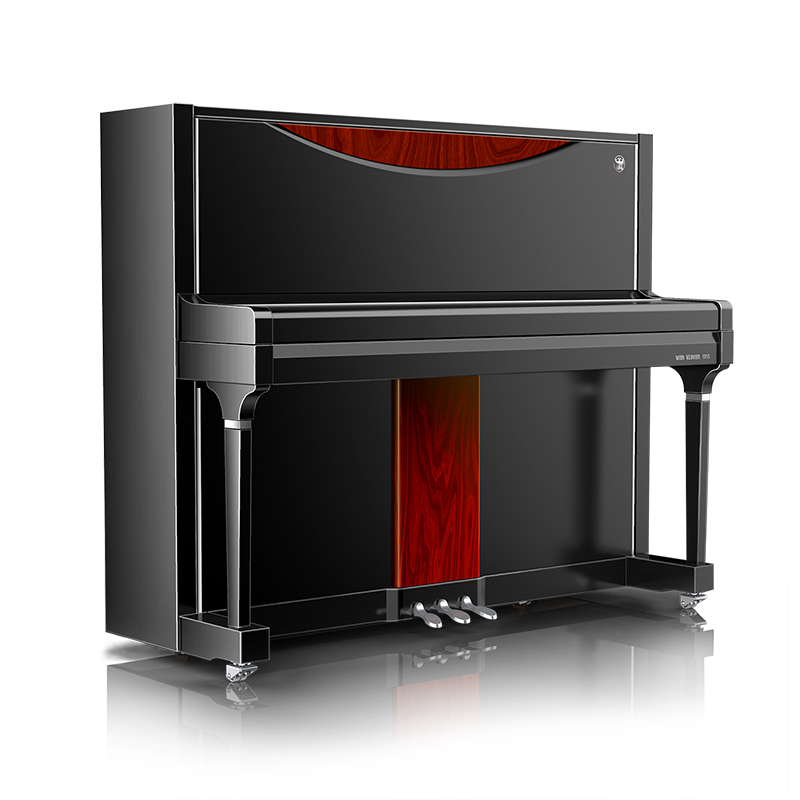
- 型号:VD1
- 系列:维也纳系列
- 产地:浙江宁波
- 官方指导价:¥ 40700(木纹彩色)
- 尺寸:152*61*121cm
- 颜色: 彩色
- 重量:238 KG
海伦·维也纳VD1
技术规范
配置工艺介绍:
中盘
采用金属框架结构加固中盘,结构牢固稳定,确保琴键底盘更长的时期内稳定不易变形。
弦槌
采用德国进口艾伯(ABEL)弦槌,弦槌配置德国VFG弦槌毛毡且全部配置德国进口VFG芯毡,高音更加绵长。硬桃花心木弦槌木芯,确保了良好的硬度和韧性,确保音质的柔美。
弱音系统
采用欧式插装式弱音档,结构牢固新颖,便于拆装,工作稳定可靠,杜绝杂音。精选木材制成木结构的传动梁,沿袭欧式传统设计。
特制音板
单静角五边形不等宽不等厚音板。不等宽音板更大限度扩大音板的有效振动面积,特别是增加中高音区的有效振动面积。弦列振动时不同频率与音板各对应区域谐振,基于精确计算的不等厚音板和科学的弧形设计,将音板与不同频率的振波的谐振效果发挥到更佳。
弦轴板
超厚单板制成的高压多层弦轴板,厚度不低于32毫米,以确保更佳扭矩。采用欧洲更新技术,精选优质榉木特制,胶粘牢固,密度均匀。特制高品质弦轴,特殊螺纹为工艺设计。弦轴布局严谨,合理扩大弦轴间距,扭矩均匀,提高音准稳定性。
键盘呢毡
键盘呢毡采用英国进口汉斯•伍斯(HAINSWORTH)呢毡,确保下键深度准确统一,并具有良好的耐候性。
上门按钮式锁紧器
结构精巧新颖,操作方便。
内置式键盖安全缓降器
美观大方,人性化设计,保护弹奏者灵巧的双手。
双色红乌木黑键,云杉全实木琴键
触感舒适,美观自然,通过内置配重调节,可以改变弹奏的动、静负荷力。
特制螺丝及垫圈
铁板上沿采用金银色套装的紧固螺丝及圆柱形垫圈。加工精细,典雅悦目。
强力欧式矩形铁板,高精度真空铸造而成,铁板呈矩形框架结构,确保音源弦列坚固稳定,孔位精确,布局合理。欧式雕花铸造铁板工艺,更具美感。
部件装配精度确保
制造过程中全程运用定位工艺,弦码与音板、音板与背架、背架与铁板、背架与外壳的装配过程采用定位孔工艺,使钢琴的装配精度得到了更好的确保。
部件细节精度控制
制造过程中全程采用数字化管理,从铁板铣弦枕筋,弦枕钮孔与弦轴孔的形成,到背架打定位孔,铣音板框、肋木槽等项目采用高精度CNC数控加工中心完成,使钢琴部件的细节拥有更高的精度。
采用德国鲁斯劳(Röslau)高等级琴弦,并且在钢琴制造过程中运用了自动磨擦琴弦机工艺,确保消除琴弦应力,使音准更长期稳定。
外壳表面
外壳的侧臂、键盖、顶盖等部件表面采用圆弧式过渡,美观大方。
不等距背柱结构
更加科学合理,确保钢琴背架在琴弦的巨大张力作用下依然长期稳定。
特制欧式击弦机,采用德国雷诺(RENNER)技术。
声明:本网页所陈述产品信息,均为产品研发试制完成后量产阶段的实际配置,但发生某项或某几项不减弱性能的信息变更时,恕不另行通知。本页面技术介绍信息并不构成要约承诺,可能不定期修改,亦可能有本页面产品介绍信息更新不及时的情形发生。最新的产品信息请咨询我公司授权经销商确认。用户购买时,对于可能的疑问需再次确认,以交付实物为准。
中盘
采用金属框架结构加固中盘,结构牢固稳定,确保琴键底盘更长的时期内稳定不易变形。
弦槌
采用德国进口艾伯(ABEL)弦槌,弦槌配置德国VFG弦槌毛毡且全部配置德国进口VFG芯毡,高音更加绵长。硬桃花心木弦槌木芯,确保了良好的硬度和韧性,确保音质的柔美。
弱音系统
采用欧式插装式弱音档,结构牢固新颖,便于拆装,工作稳定可靠,杜绝杂音。精选木材制成木结构的传动梁,沿袭欧式传统设计。
特制音板
单静角五边形不等宽不等厚音板。不等宽音板更大限度扩大音板的有效振动面积,特别是增加中高音区的有效振动面积。弦列振动时不同频率与音板各对应区域谐振,基于精确计算的不等厚音板和科学的弧形设计,将音板与不同频率的振波的谐振效果发挥到更佳。
弦轴板
超厚单板制成的高压多层弦轴板,厚度不低于32毫米,以确保更佳扭矩。采用欧洲更新技术,精选优质榉木特制,胶粘牢固,密度均匀。特制高品质弦轴,特殊螺纹为工艺设计。弦轴布局严谨,合理扩大弦轴间距,扭矩均匀,提高音准稳定性。
键盘呢毡
键盘呢毡采用英国进口汉斯•伍斯(HAINSWORTH)呢毡,确保下键深度准确统一,并具有良好的耐候性。
上门按钮式锁紧器
结构精巧新颖,操作方便。
内置式键盖安全缓降器
美观大方,人性化设计,保护弹奏者灵巧的双手。
双色红乌木黑键,云杉全实木琴键
触感舒适,美观自然,通过内置配重调节,可以改变弹奏的动、静负荷力。
特制螺丝及垫圈
铁板上沿采用金银色套装的紧固螺丝及圆柱形垫圈。加工精细,典雅悦目。
强力欧式矩形铁板,高精度真空铸造而成,铁板呈矩形框架结构,确保音源弦列坚固稳定,孔位精确,布局合理。欧式雕花铸造铁板工艺,更具美感。
部件装配精度确保
制造过程中全程运用定位工艺,弦码与音板、音板与背架、背架与铁板、背架与外壳的装配过程采用定位孔工艺,使钢琴的装配精度得到了更好的确保。
部件细节精度控制
制造过程中全程采用数字化管理,从铁板铣弦枕筋,弦枕钮孔与弦轴孔的形成,到背架打定位孔,铣音板框、肋木槽等项目采用高精度CNC数控加工中心完成,使钢琴部件的细节拥有更高的精度。
采用德国鲁斯劳(Röslau)高等级琴弦,并且在钢琴制造过程中运用了自动磨擦琴弦机工艺,确保消除琴弦应力,使音准更长期稳定。
外壳表面
外壳的侧臂、键盖、顶盖等部件表面采用圆弧式过渡,美观大方。
不等距背柱结构
更加科学合理,确保钢琴背架在琴弦的巨大张力作用下依然长期稳定。
特制欧式击弦机,采用德国雷诺(RENNER)技术。
声明:本网页所陈述产品信息,均为产品研发试制完成后量产阶段的实际配置,但发生某项或某几项不减弱性能的信息变更时,恕不另行通知。本页面技术介绍信息并不构成要约承诺,可能不定期修改,亦可能有本页面产品介绍信息更新不及时的情形发生。最新的产品信息请咨询我公司授权经销商确认。用户购买时,对于可能的疑问需再次确认,以交付实物为准。







